MOSA CHOPPER 4se 84887: PDF инструкция по эксплуатации - страница 28













Содержание:
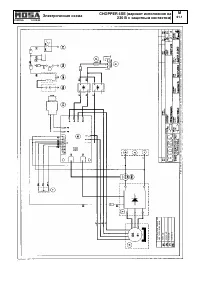
- страница 2 – CHOPPER 4SE; PW M
- страница 3 – Система; CISQ
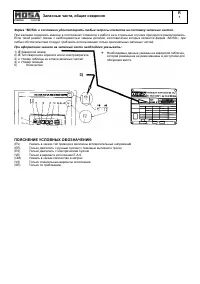
- страница 4 – Содержание; AG...
- страница 5 – Авторские; ВНИМАНИЕ; «MOSA»
- страница 6 – Предупреждение
- страница 7 – ПРИМЕЧАНИЯ; TS; Europea –
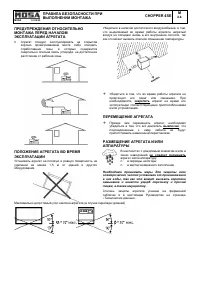
- страница 8 – ПРЕДУПРЕЖДЕНИЯ
- страница 10 – ОПАСНО
- страница 11 – сс
- страница 12 – закрепить
- страница 13 – Монтаж
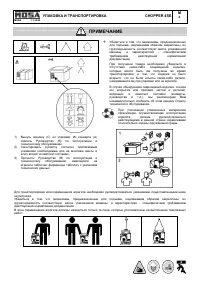
- страница 14 – УПАКОВКА; ПРИМЕЧАНИЕ
- страница 15 – РЕКОМЕНДУЕМАЯ; «OIL ALERT»; «Oil
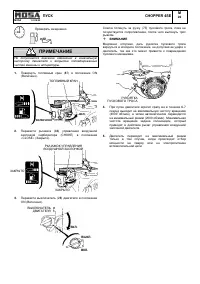
- страница 16 – ПУСК; ON; ВКЛ
- страница 17 – ОСТАНОВ; обязательно; Чтобы; «OFF»
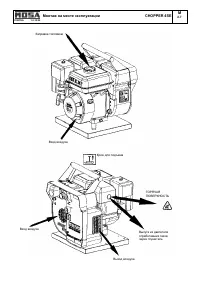
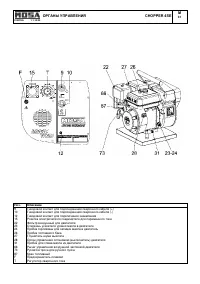
- страница 18 – ОРГАНЫ; Поз
- страница 19 – «CHOPPER 4SE»
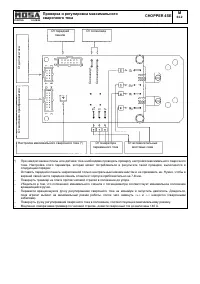
- страница 21 – Проверка
- страница 22 – Запрещается
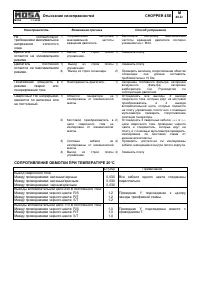
- страница 23 – Поиск; Неисправность
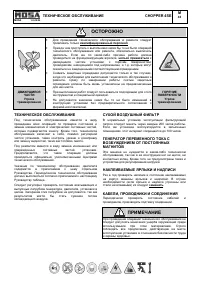
- страница 25 – ОСТОРОЖНО
- страница 26 – ВАЖНО
- страница 27 – Технические; HONDA; снижения; dBA; rx
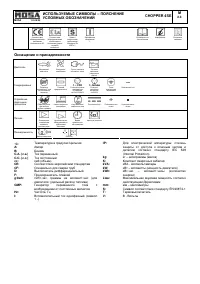
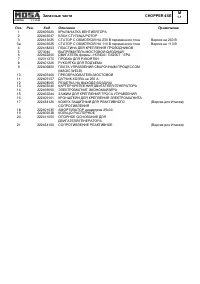
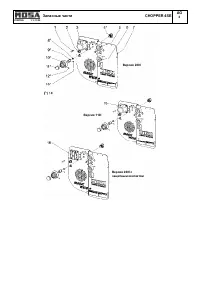
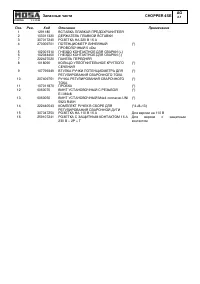
- страница 28 – Описание
- страница 34 – “MOSA»
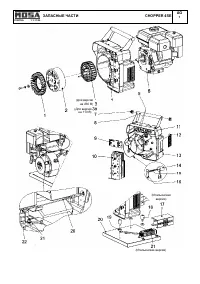
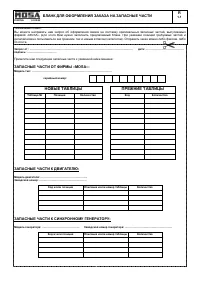
- страница 36 – Запасные
- страница 39 – НОВЫЕ
- страница 40 – Эконика
© MOSA
1.0-06/00
M
55
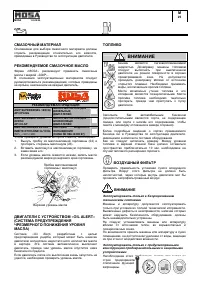
РЕКОМЕНДУЕМЫЕ
ЭЛЕКТРОДЫ
(
согласно
стандарту
A.W.S.)
MS_, TS_
Следует
иметь
в
виду
,
что
все
приводимые
ниже
указания
носят
чисто
ориентировочный
характер
,
поскольку
в
названном
выше
стандарте
содержатся
сведения
,
гораздо
более
обширные
и
полезные
для
выбора
электродов
.
Более
подробные
данные
по
этому
вопросу
можно
найти
в
специальной
нормативно
-
технической
документации
и
/
или
получить
от
фирмы
-
изготовителя
изделия
,
которое
предстоит
использовать
для
осуществления
того
или
иного
сварочного
процесса
.
РУТИЛОВЫЕ
ЭЛЕКТРОДЫ
:
Е
6013
Легко
удаляемый
жидкотекучий
шлак
.
Электроды
пригодны
для
выполнения
сварки
в
любой
позиции
.
Рутиловые
электроды
применяются
для
сварки
постоянным
током
с
любой
полярностью
(
на
электрододержатель
может
подаваться
как
«+»,
так
и
«-»)
и
для
сварки
переменным
током
.
Предназначены
для
сварки
низкоуглеродистых
сталей
с
твердостью
по
Роквеллу
R = 38/45
кг
/
мм
2
.
Хорошо
подходят
также
для
сварки
низкокачественных
мягких
сталей
.
ЭЛЕКТРОДЫ
С
ОСНОВНЫМ
ПОКРЫТИЕМ
:
Е
7015
Электроды
с
основным
покрытием
пригодны
только
для
сварки
постоянным
током
с
обратной
полярностью
(«+»
на
электрододержателе
);
существуют
также
типы
электродов
,
предназначенные
для
сварки
переменным
током
.
Хорошо
подходят
для
сварки
среднеуглеродистых
сталей
.
Сварка
возможна
в
любых
позициях
.
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ
ЭЛЕКТРОДЫ
С
ОСНОВНЫМ
ПОКРЫТИЕМ
:
Е
7018
Наличие
в
составе
покрытия
железа
повышает
качество
присадочного
материала
.
Эти
электроды
обладают
хорошими
механическими
свойствами
.
Они
пригодны
для
сварки
в
любой
позиции
.
На
электрододержатель
подается
«+»
(
обратная
полярность
).
Хорошо
получается
также
сварка
вертикальных
швов
.
Отличаются
ковкостью
,
высокой
производительностью
.
Хорошо
подходят
для
сварки
сталей
с
высоким
содержанием
серы
(
в
качестве
примеси
).
ЦЕЛЛЮЛОЗНЫЕ
ЭЛЕКТРОДЫ
:
Е
6010
Целлюлозные
электроды
предназначены
только
для
сварки
постоянным
током
с
подачей
«+»
на
электрододержатель
,
а
«-» -
на
зажим
массы
.
Особенно
подходят
для
первого
прохода
при
сварке
трубопроводов
с
твердостью
по
Роквеллу
не
более
R = 55
кг
/
мм
2
.
Сварка
возможна
в
любых
позициях
.
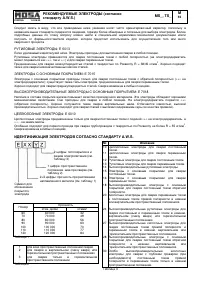
ИДЕНТИФИКАЦИЯ
ЭЛЕКТРОДОВ
СОГЛАСНО
СТАНДАРТУ
A.W.S.
Прочность
Номер
кг
/
кв
.
дюйм
кг
/
мм
2
60
70
80
90
100
110
120
60 000
70 000
80 000
90 000
100 000
110 000
120 000
42
49
56
63
70
77
84
Таблица
1
1
для
всех
пространственных
положений
сварки
2
для
сварки
в
вертикальном
(
снизу
вверх
)
или
горизонтальном
пространственных
положениях
3
для
сварки
только
в
горизонтальном
пространственном
положении
Таблица
2
№
Описание
10
Целлюлозные
электроды
для
сварки
постоянным
током
.
11
Целлюлозные
электроды
для
сварки
переменным
током
.
12
Рутиловые
электроды
для
сварки
постоянным
током
.
13
Рутиловые
электроды
для
сварки
переменным
током
.
14
Высокопроизводительные
рутиловые
электроды
.
15
Электроды
с
основным
покрытием
для
сварки
постоянным
током
.
16
Электроды
с
основным
покрытием
для
сварки
переменным
током
.
18
Высокопроизводительные
электроды
с
основным
покрытием
для
сварки
постоянным
током
обратной
полярности
.
20
Кислотные
электроды
для
сварки
переменным
током
и
постоянным
током
прямой
полярности
в
нижнем
или
вертикальном
пространственных
положениях
.
24
Высокопроизводительные
рутиловые
электроды
для
сварки
постоянным
и
переменным
током
в
нижнем
,
вертикальном
(
снизу
вверх
)
или
горизонтальном
пространственных
положениях
.
27
Высокопроизводительные
кислотные
электроды
для
сварки
постоянным
током
прямой
полярности
и
переменным
током
в
нижнем
,
вертикальном
или
горизонтальном
пространственных
положениях
.
28
Высокопроизводительные
электроды
с
основным
покрытием
для
сварки
постоянным
током
обратной
полярности
в
нижнем
,
вертикальном
или
горизонтальном
пространственных
положениях
.
30
Особо
высокопроизводительные
кислотные
электроды
для
сварки
с
глубоким
проваром
(
при
необходимости
)
постоянным
током
прямой
полярности
и
переменным
током
только
в
нижнем
пространственном
положении
.
Таблица
3
2
цифры
:
тип
покрытия
и
и
режим
электропитания
(
см
.
таблицу
3)
1
цифра
:
пространственное
положение
шва
при
сварке
(
см
.
таблицу
2)
2+3
цифры
:
прочность
при
растяжении
наплавленного
металла
(
см
.
таблицу
1)
Символ
для
обозначения
покрытого
электрода