MOSA TS 250 KD/EL 411040: PDF инструкция по эксплуатации - страница 27













Содержание:
- страница 2 – Система; CISQ
- страница 3 – Содержание
- страница 4 – Авторские; ВНИМАНИЕ; «MOSA»
- страница 5 – Предупреждение
- страница 6 – ПРИМЕЧАНИЯ; TS; Europea –
- страница 9 – СПИСОК
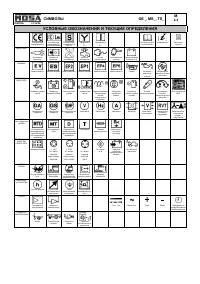
- страница 10 – СИМВОЛЫ; УСЛОВНЫЕ
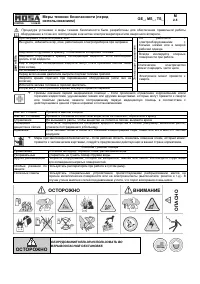
- страница 11 – Меры; ОСТОРОЖНО
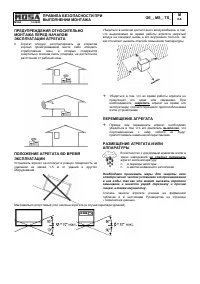
- страница 13 – закрепить
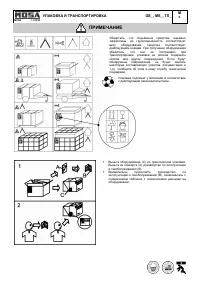
- страница 15 – УПАКОВКА; ПРИМЕЧАНИЕ
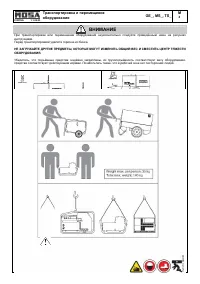
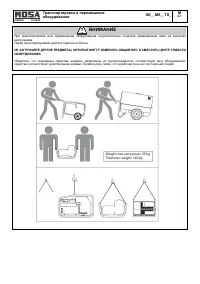
- страница 16 – Транспортировка; ОПАСНО
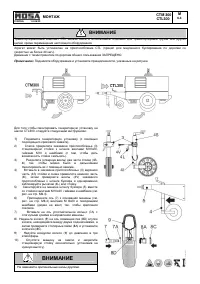
- страница 18 – МОНТАЖ; CTL
- страница 19 – Mosa
- страница 20 – MIN
- страница 21 – “preheating glow plugs” («
- страница 22 – обязательно; МАШИНА
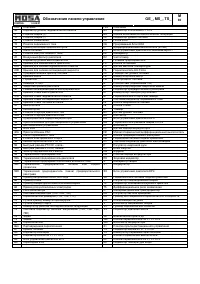
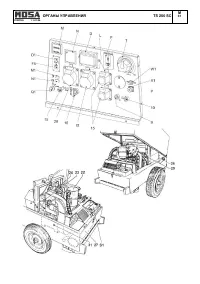
- страница 23 – Обозначения
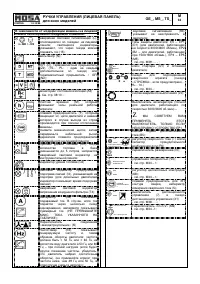
- страница 27 – «ON»; «OFF»; TIG; «ARC; «Arc Force»
- страница 29 – TS ... PL; “generation possibility” («; необходимо; GFI –; НЕ
- страница 31 – Использование; ВСТАВЬТЕ
- страница 32 – ЗАЩИТА; Защита; ES
- страница 33 – Поиск
- страница 36 – УТИЛИЗАЦИЯ; Примечание
- страница 37 – Технические; Ruggerini; rx
- страница 38 – СВАРКА
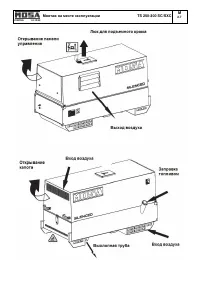
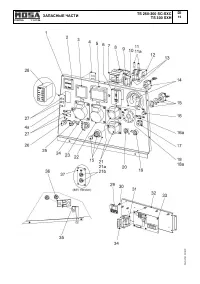
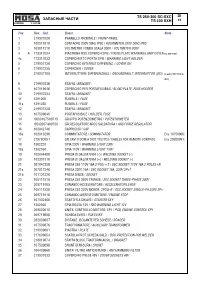
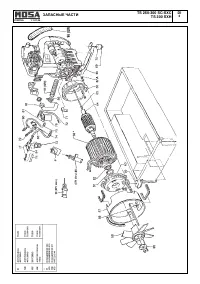
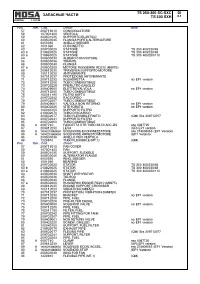
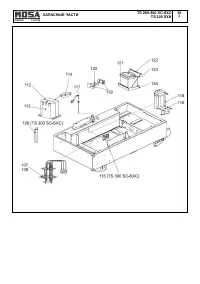
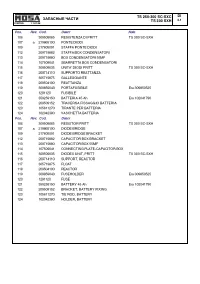
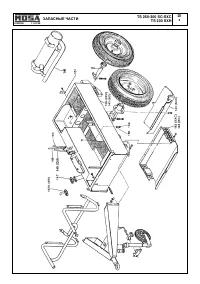
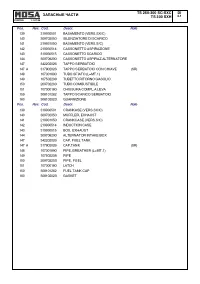
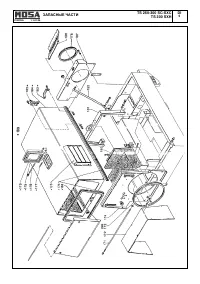
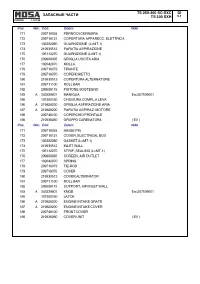
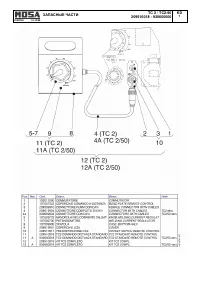
- страница 40 – Описание
- страница 48 – “MOSA»
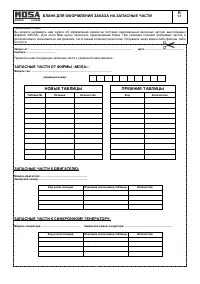
- страница 62 – НОВЫЕ
- страница 63 – Эконика
© MOSA
1.0-10/99
Эксплуатация
в
качестве
сварочного
аппарата
TS
М
34.1
АГРЕГАТЫ
С
ПОНИЖАЮЩИМ
ПЕРЕКЛЮЧЕНИЕМ
ШКАЛЫ
Для
небольших
электродов
(
диам
.3,25-130
А
и
4-
200
А
)
рекомендуется
использовать
понижающий
переключатель
шкалы
(I3),
который
позволяет
более
точно
регулировать
сварочный
ток
(
положение
рычага
–
на
130
А
и
/
или
200
А
).
Если
применяются
электроды
с
диаметром
более
3,25
и
/
или
4,
установите
ручку
шкалы
на
100%
и
/
или
в
максимальное
положение
.
Регулятор
дуги
(
Т
)
одинаково
работает
между
обоими
положениями
(100%-130
А
и
/
или
200
А
).
Защитный
плавкий
предохранитель
(
если
он
установлен
)
защищает
ЭП
регулятора
сварки
в
случае
,
если
в
контуре
дистанционного
управления
произошло
короткое
замыкание
.
МАШИНЫ
С
ПЕРЕКЛЮЧАТЕЛЕМ
НАПРЯЖЕНИЯ
ХОЛОСТОГО
ХОДА
.
Есть
возможность
выбора
,
в
соответствии
с
видом
работ
и
/
или
типом
применяемого
электрода
наилучшее
напряжение
холостого
хода
.
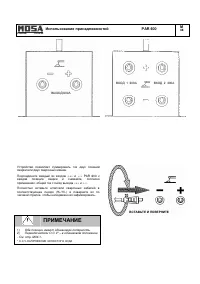
МАШИНЫ
С
ИНВЕРТЕРОМ
ПОЛЯРНОСТИ
Есть
возможность
подать
положительную
или
отрицательную
полярность
на
держатель
электрода
от
диодного
сварочного
моста
.
Переключение
производится
электронным
способом
,
без
механических
контактов
в
сварочном
контуре
,
что
обеспечивает
высокую
надёжность
устройства
.
Это
прежде
всего
используется
при
первом
проходе
,
чтобы
снизить
температуру
сварочной
ванны
и
облегчить
таким
образом
сварку
труб
малой
толщины
.
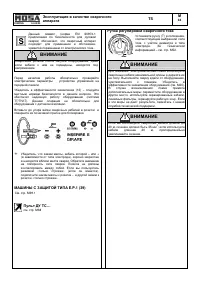
МАШИНЫ
С
БАЗОВЫМ
ТОКОМ
«BC»
Перемещением
выключателя
в
положение
«ON»
(
ВКЛЮЧЕНО
)
достигается
сварочный
ток
при
низком
напряжении
,
при
этом
поддерживается
дуга
,
что
необходимо
для
отдельных
видов
целлюлозных
электродов
и
в
случае
,
если
требуется
глубокий
провар
.
Для
электродов
щелочного
и
рутилового
типов
,
переключатель
устанавливайте
в
положение
«OFF»
(
ВЫКЛЮЧЕНО
),
при
этом
сварочный
ток
всегда
будет
оставаться
постоянным
.
МОДЕЛИ
«CC/CV»
Данные
модели
могут
использоваться
для
сварки
электродами
методом
TIG
на
постоянном
токе
в
режиме
с
падающими
характеристиками
(«
СС
»),
а
также
для
сварки
самозащитной
проволокой
(MIG,
MAG)
или
порошковой
проволокой
в
режиме
с
жесткими
характеристиками
(«CV»),
Выбор
режима
производится
с
помощью
переключателя
,
размещённого
на
лицевой
панели
.
АГРЕГАТЫ
С
РЕГУЛИРОВАНИЕМ
ДУГИ
ИЛИ
С
СЕЛЕКТОРОМ
«ARC
FORCE» (
ФОРСАЖ
ДУГИ
)
Установите
сварочную
дугу
с
помощью
регулирующей
ручки
(6)
с
тем
,
чтобы
получить
для
выбранной
величины
тока
наилучшие
характеристики
дуги
в
соответствии
с
типом
электрода
и
видом
работ
.
На
машинах
с
селектором
«Arc Force»
тот
же
результат
достигается
поворотом
селектора
в
положение
«ON»
(
ВКЛЮЧЕНО
)
или
«OFF» (
ВЫКЛЮЧЕНО
).
Если
селектор
находится
в
положении
«ON»,
базовый
ток
накладывается
на
сварочный
ток
на
выходе
,
что
в
результате
даёт
«
автоматическое
»
усиление
дуги
так
,
что
регулировки
не
требуется
.
+
По
окончании
каждого
сварочного
процесса
и
/
или
работ
следуйте
всем
описанным
операциям
в
обратном
порядке
.
Как
остановить
машину
см
.
на
стр
.
М
22
макс
.
Переключатель
полярности
ВКЛЮЧЕНО
ВЫКЛЮЧЕНО
РЕГУЛЯТОР
ДУГИ
ВКЛ
.
ВЫКЛ
.
СИЛА
ДУГИ