СВАРОГ REAL SMART MIG 200 BLACK (N2A5): PDF инструкция по эксплуатации

Инструкция по эксплуатации СВАРОГ REAL SMART MIG 200 BLACK (N2A5). Ниже вы найдете PDF инструкцию на русском языке.
Не нашли ответ на свой вопрос? Напишите нам, и мы оперативно вам поможем.
1
2

3

4

5
6

7

8
9
10
11
12
13
14
15
16

17

18
19

20
21
22

23

24

25

26

27
28
29
30
31
32
33
34
35

36

37

38
39
40
41

42

43

44

45
46
47

48
49
50
51
52
53
54
55
56

57
58

59

60
61
62

63

64
65

66
67
68
69
70

71
72
73
74
75

76
77

78
79
80
81
82
83
84
85
86
87

88
89
90
91
92

93
94
95
96
97
98
99
100
101
102

103
104

105
106

107

108
109

110
111

112

Содержание:
- страница 3 – СОДЕРЖАНИЕ
- страница 5 – пользованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
- страница 6 – одном из ведущих мировых производителей.
- страница 7 – позволяет использовать аппарат для широкого перечня задач.; Параметры для ММА сварки:
- страница 8 – подзарядки батарей или аккумуляторов, запуска двигателей.; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
- страница 9 – МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ; дотвращения их падения.
- страница 11 – ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
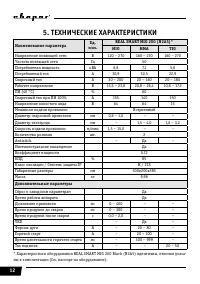
- страница 12 – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
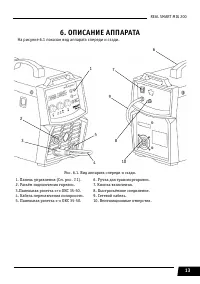
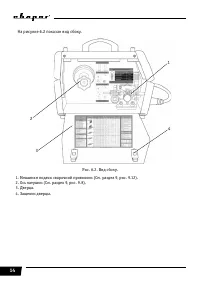
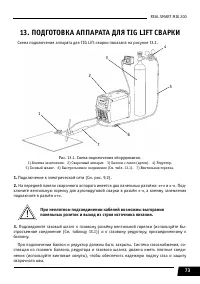
- страница 13 – На рисунке 6.1 показан вид аппарата спереди и сзади.
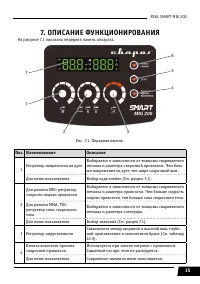
- страница 15 – ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ; На рисунке 7.1 показана передняя панель аппарата.
- страница 16 – На рисунке 7.2 показан экран параметров аппарата.
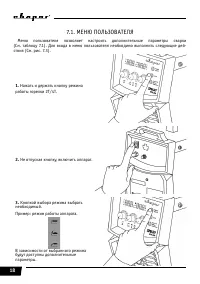
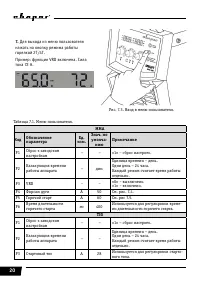
- страница 20 – Для выхода из меню пользователя
- страница 21 – MIG
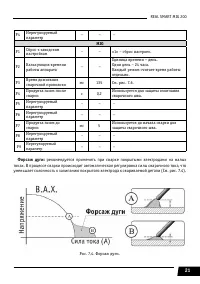
- страница 22 – Дожигание проволоки:; регулирует вылет проволоки относительно сварочного наконеч-
- страница 23 – поломки оборудования.; ВНИМАНИЕ! Не переносите сварочный аппарат грузоподъёмными меха-; ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ ОТ СТЕН; ухудшить охлаждение и уменьшить ПН аппарата.
- страница 24 – ПОРЯДОК УСТАНОВКИ ОБОРУДОВАНИЯ НА ПОВЕРХНОСТИ; ВНИМАНИЕ! Не превышайте угол наклона в 15 ° во избежание опроки-; ОСНОВНЫЕ ПРАВИЛА ПОДКЛЮЧЕНИЯ ОБОРУДОВАНИЯ К; Правильно
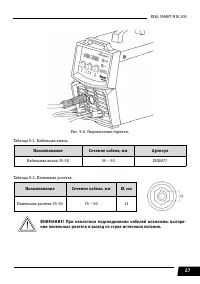
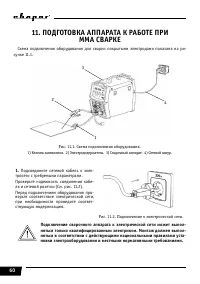
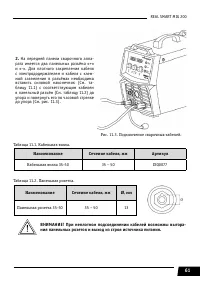
- страница 25 – Подсоедините сетевой кабель к элек-
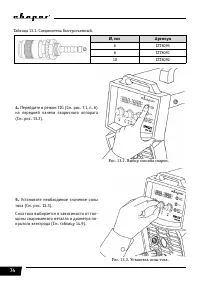
- страница 26 – Артикул
- страница 27 – ВНИМАНИЕ! При неплотном подсоединении кабелей возможны выгора-
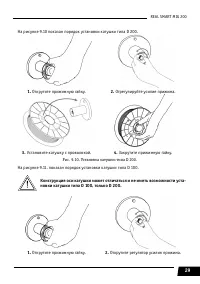
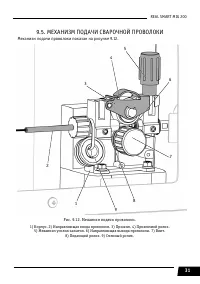
- страница 31 – Механизм подачи проволоки показан на рисунке 9.12.
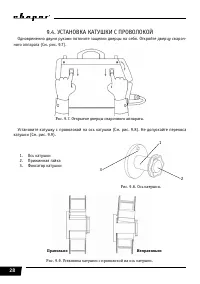
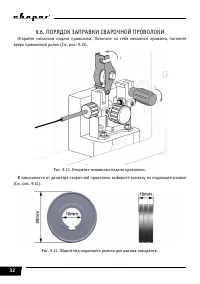
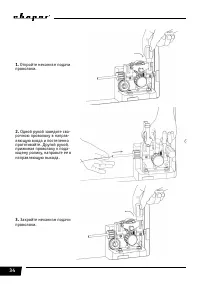
- страница 32 – ПОРЯДОК ЗАПРАВКИ СВАРОЧНОЙ ПРОВОЛОКИ
- страница 36 – Не допускайте перекос дверцы во избежание поломки петель.
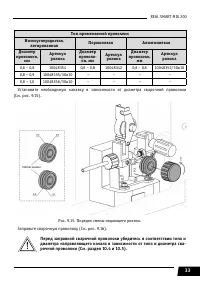
- страница 37 – выбирается в; Индуктивность
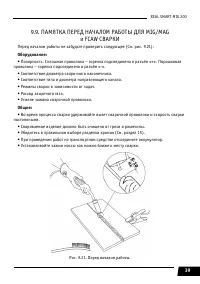
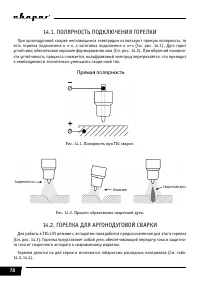
- страница 39 – и FCAW СВАРКИ; проволока – горелка подсоединена в разъём «-».
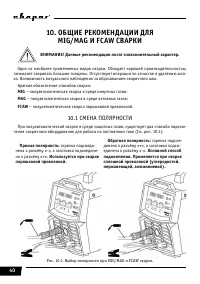
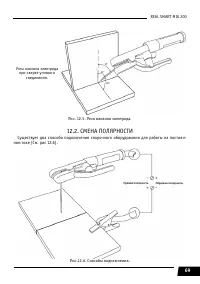
- страница 40 – Краткое обозначение способов сварки:; СМЕНА ПОЛЯРНОСТИ
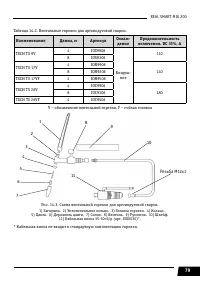
- страница 41 – ГОРЕЛКА ДЛЯ ПОЛУАВТОМАЧЕСКОЙ СВАРКИ; локи от сварочного аппарата к свариваемому изделию.; ВНИМАНИЕ! Не превышайте ПН горелки во избежание ее перегрева.; ние
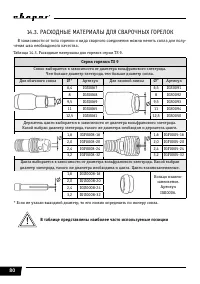
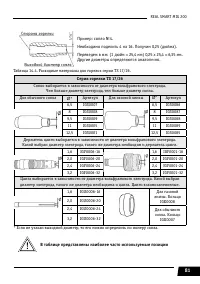
- страница 42 – РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК
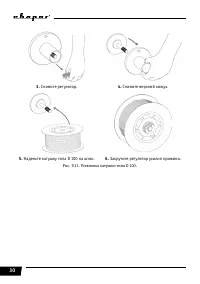
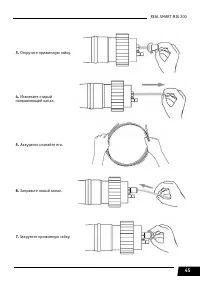
- страница 44 – ходимо заменить на тефлоновый.; СМЕНА СТАЛЬНОГО НАПРАВЛЯЮЩЕГО КАНАЛА; Открутите сварочный
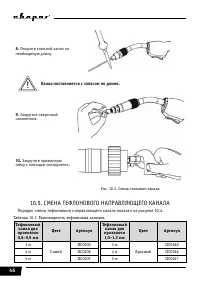
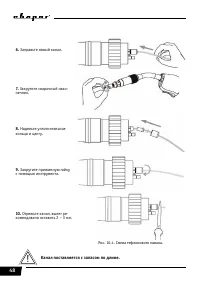
- страница 46 – Канал поставляется с запасом по длине.; СМЕНА ТЕФЛОНОВОГО НАПРАВЛЯЮЩЕГО КАНАЛА
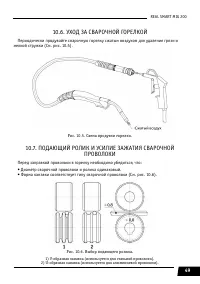
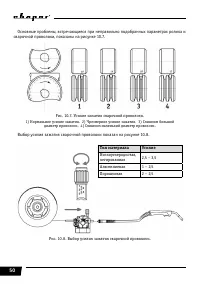
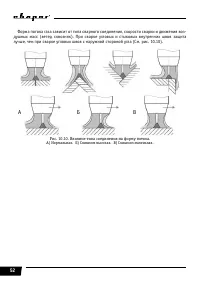
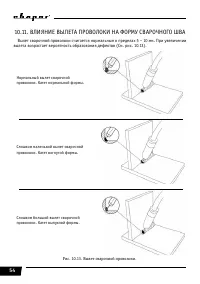
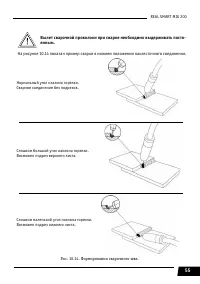
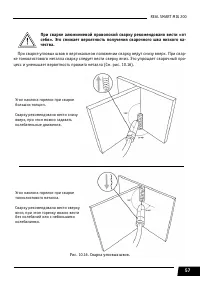
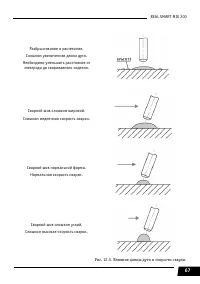
- страница 54 – ВЛИЯНИЕ ВЫЛЕТА ПРОВОЛОКИ НА ФОРМУ СВАРОЧНОГО ШВА
- страница 62 – Включите сварочный аппарат
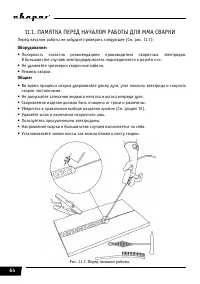
- страница 64 – ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ ММА СВАРКИ
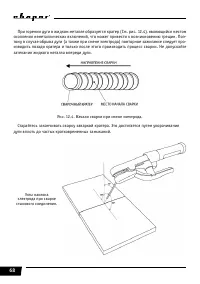
- страница 65 – ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ ММА СВАРКИ; Данные рекомендации носят ознакомительный характер.; • касанием электрода впритык и отведением его вверх
- страница 68 – дуги вплоть до частых кратковременных замыканий.
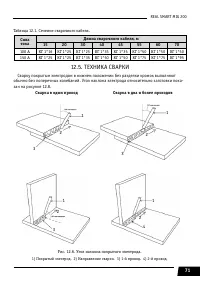
- страница 70 – дована обратная полярность.; При сварке на постоянном токе также следует учитывать эффект; электромагнитного; электрододержателя и обратный кабель.; белей с целью уменьшения падения напряжения на кабелях.; пользования кабелей 3 – 5 метровой длины.
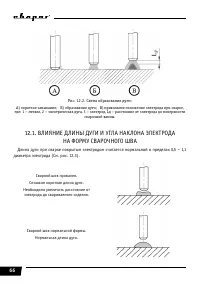
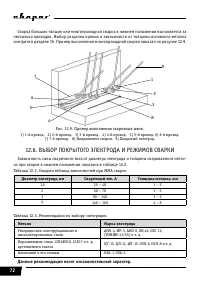
- страница 72 – ВЫБОР ПОКРЫТОГО ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; ла при сварке в нижнем положении показана в таблице 12.2.
- страница 73 – ПОДГОТОВКА АППАРАТА ДЛЯ TIG LIFT СВАРКИ; При неплотном подсоединении кабелей возможны выгорания
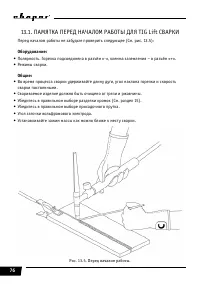
- страница 76 – ПАМЯТКА ПЕРЕД НАЧАЛОМ РАБОТЫ ДЛЯ TIG Lift СВАРКИ
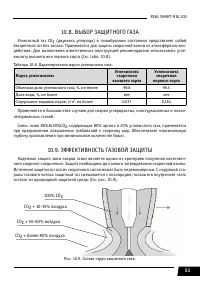
- страница 77 – ОБЩИЕ РЕКОМЕНДАЦИИ ДЛЯ TIG LIFT СВАРКИ; Наименование показателя; и другие смеси газов.
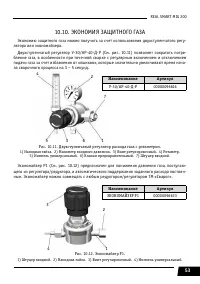
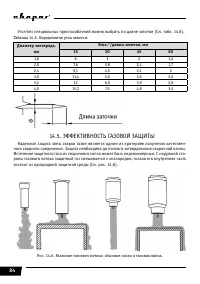
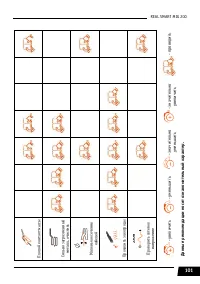
- страница 80 – РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРОЧНЫХ ГОРЕЛОК; чения шва необходимого качества.; В таблице представлены наиболее часто используемые позиции
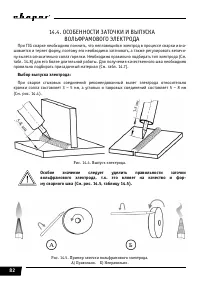
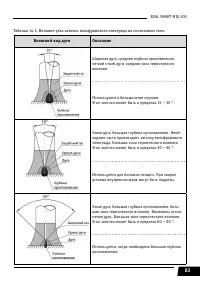
- страница 82 – ВОЛЬФРАМОВОГО ЭЛЕКТРОДА
- страница 84 – мм
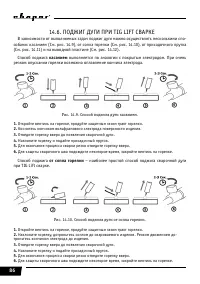
- страница 86 – Способ поджига; касанием; выполняется по аналогии с покрытым электродом. При очень; от сопла горелки; – наиболее простой способ поджига сварочной дуги
- страница 87 – от присадочного прутка; используется, если предъявляются повышенные; Способ поджига; используется, если предъявляются повышенные
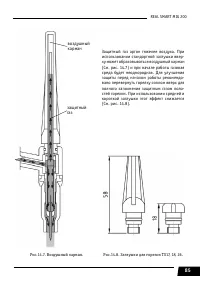
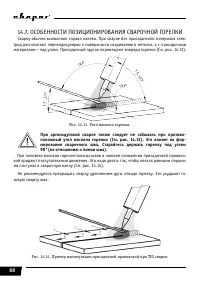
- страница 88 – ОСОБЕННОСТИ ПОЗИЦИОНИРОВАНИЯ СВАРОЧНОЙ ГОРЕЛКИ; При аргонодуговой сварке также следует не забывать про противо-
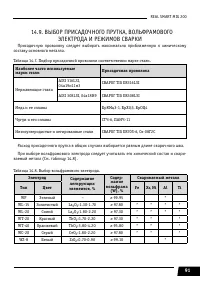
- страница 91 – ЭЛЕКТРОДА И РЕЖИМОВ СВАРКИ; составу основного металла.
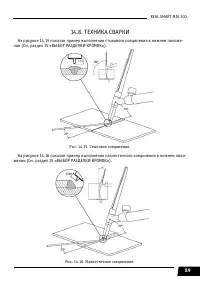
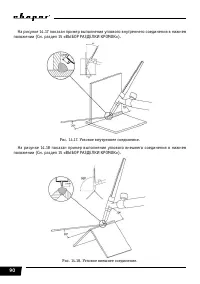
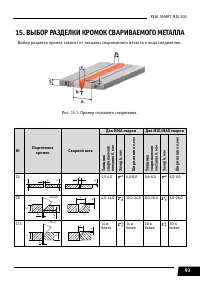
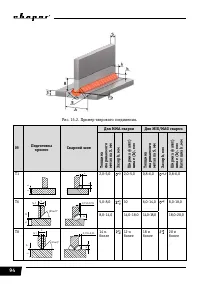
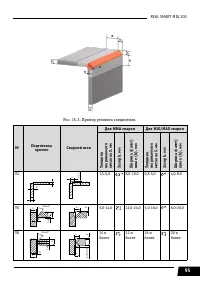
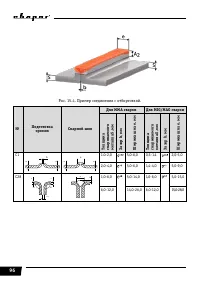
- страница 93 – ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
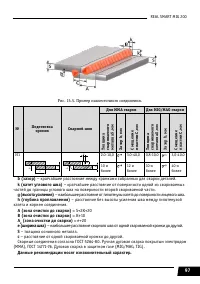
- страница 97 – – кратчайшее расстояние от поверхности одной из свариваемых
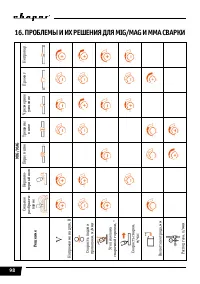
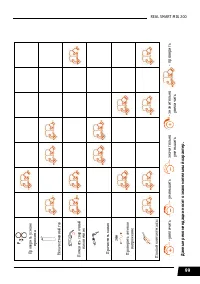
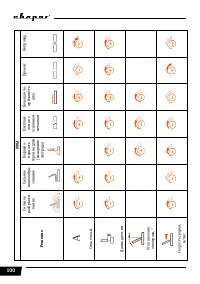
- страница 98 – ПРОБЛЕМЫ И ИХ РЕШЕНИЯ ДЛЯ MIG/MAG И MMA СВАРКИ
- страница 102 – КОНТРОЛЬ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ; собами, не прибегая к лабораторным испытаниям.
- страница 103 – ПРОВЕРКА СОЕДИНЕНИЯ С ПОМОЩЬЮ МАКРОШЛИФОВ; Состав для травления:
- страница 104 – ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; Для выполнения технического обслуживания требуется; Периодичность; Общие рекомендации
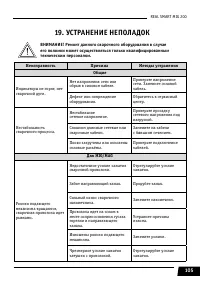
- страница 105 – УСТРАНЕНИЕ НЕПОЛАДОК; ВНИМАНИЕ! Ремонт данного сварочного оборудования в случае; Неисправность
- страница 110 – Внимание! Перед использованием изделия ВНИМАТЕЛЬНО изучите раз-
Загрузка инструкции